




焊接平臺的維修流程是:我們選擇三根平尺然后經(jīng)過對研法刮好,拿其中一根來研磨需要維修的平臺,如果精度差的多就需要刮毛刀大概在6-8厘米的長度,這樣誤差就會下去的快一些,刮研刀也是有學問的,不能重刀,不能有偏刀,刀跟刀之間也要挨近,這樣才會下去得多;關鍵的還是精刮,這也是比較累的環(huán)節(jié),刀花在1厘米以下,兩只手需要抓緊刀,不能大意不然刀花就會長了,對點子的密度有影響。在此期間我們還會使用電子水平儀來測量精度,是我們維修的平臺精度準確。檢測精度也是電子水平儀的測量結(jié)果決定的。
 使用焊接平臺的流程是選擇泡塑珠粒-模型制作-模型組合成簇-模型涂層-振動造型-澆注置換-冷卻清理。鑄件生產(chǎn)工序多,影響因素多,質(zhì)量控制難度大,特別是大型平臺,無論從工裝、造型工藝和熔煉方面都有很高的要求,各個細節(jié)都需要處理好。是鐵液的質(zhì)量對于平臺鑄件生產(chǎn)的成敗很關鍵,除了達到材質(zhì)的牌號要求外,鐵液的溫度、性能都對鑄件有影響。生產(chǎn)實際中,應根據(jù)每個鑄鐵平臺的結(jié)構特點編制相應的工藝。主要有細長形,模樣設計出變形量,這種鑄件的中間型腔砂芯通用性好,可以減少芯盒的數(shù)量;圓形平臺鑄件的中心孔大時,可將中心孔圓形砂型分成1/2或1/4,從而減小芯盒的尺寸。
使用焊接平臺的流程是選擇泡塑珠粒-模型制作-模型組合成簇-模型涂層-振動造型-澆注置換-冷卻清理。鑄件生產(chǎn)工序多,影響因素多,質(zhì)量控制難度大,特別是大型平臺,無論從工裝、造型工藝和熔煉方面都有很高的要求,各個細節(jié)都需要處理好。是鐵液的質(zhì)量對于平臺鑄件生產(chǎn)的成敗很關鍵,除了達到材質(zhì)的牌號要求外,鐵液的溫度、性能都對鑄件有影響。生產(chǎn)實際中,應根據(jù)每個鑄鐵平臺的結(jié)構特點編制相應的工藝。主要有細長形,模樣設計出變形量,這種鑄件的中間型腔砂芯通用性好,可以減少芯盒的數(shù)量;圓形平臺鑄件的中心孔大時,可將中心孔圓形砂型分成1/2或1/4,從而減小芯盒的尺寸。 維修鑄鐵焊接平臺采用人工刮研的方法實施,刮研技術已經(jīng)流傳上,可以延續(xù)到現(xiàn)在,也是有相應的因素的。人工刮研的鑄鐵焊接平臺精度不錯,工作面,工件在上面不會有澀澀的感覺,移動工件便捷;刮研的鑄鐵焊接平臺工作面美觀,堪稱藝術品;人工刮研的費用較低,可以減少產(chǎn)品的成本。人工刮研時一門體力活而且還比較臟,可是它的技術是現(xiàn)在的機械無法替代的。
鑄鐵焊接平臺的技術要求:
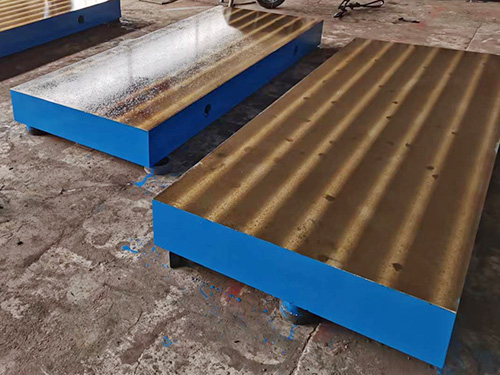
一、鑄鐵焊接平臺工作面不可以有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等缺陷。
二、鑄鐵焊接平臺的鑄造表面應清楚型砂且平整,涂漆。
三、精度等級為0級~3等級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的距離應不小于80mm。
四、鑄鐵焊接平臺應采用細密的灰口鑄鐵等材料制造,其工作面硬度應為170~220HB。
五、平板工作面通常采用刮削工藝。對采用刮削加工的3等級平板工作面,其表面粗糙度Ra大允許值為5μm。
六、平板應去磁和穩(wěn)定性處理。
七、平板相對兩個側(cè)面上,應有安裝手柄或吊環(huán)裝置的螺紋孔(或圓柱孔),且裝置位置的設計應盡量減少因搬運而引起的變形。
八、若平板工作面上設置螺紋孔(或溝槽),其部位應不高于工作面。
泊頭市運昌機械制造有限公司【http://www.btycjxzz.com/】是一家大中小型鑄鐵平臺平板、大理石平臺生產(chǎn)廠家,主營:大理石方箱,大理石平臺,焊接平臺,鑄鐵平臺,鑄鐵平板,三維柔性焊接平臺,大理石焊接平臺,大理石平臺量具,鑄鐵平臺平板量具,大理石方箱量具,大理石檢測平臺,三維焊接工裝平臺,機床鑄件,鑄鐵量具,機床墊鐵,鑄鐵地軌等,也可訂制各種非標量具(需用戶附圖紙)。
大理石方箱http://www.btycjxzz.com/
大理石平臺http://www.btycjxzz.com/
焊接平臺http://www.btycjxzz.com/
鑄鐵平臺http://www.btycjxzz.com/
鑄鐵平板http://www.btycjxzz.com/